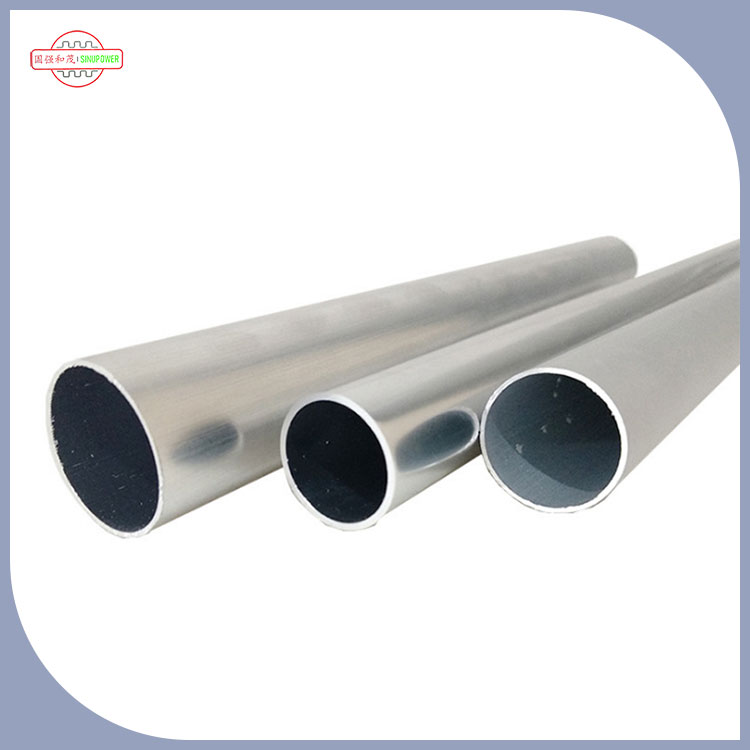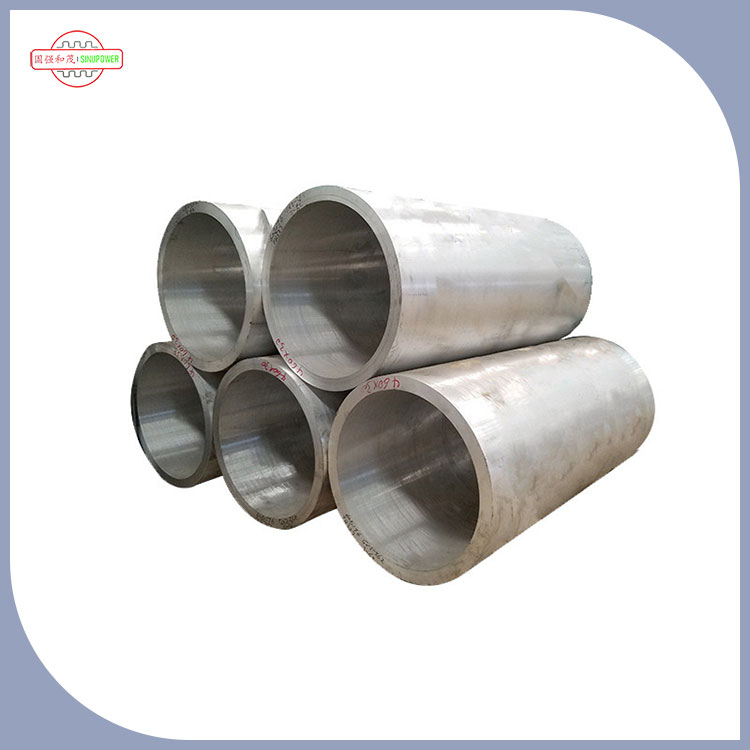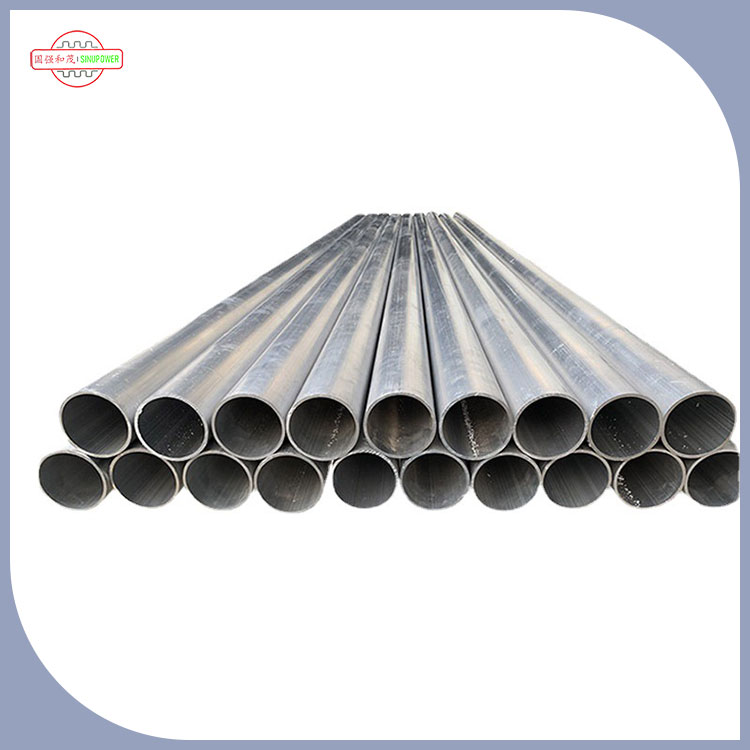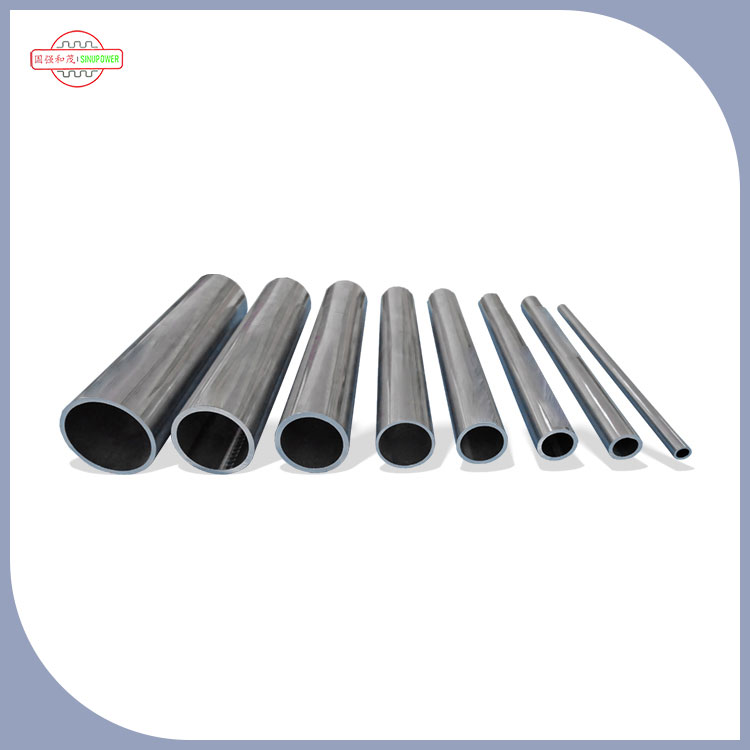

Lapos ovális csöveka keresztmetszetben lapos ovális (hosszú tengely 80-200 mm, rövid tengely 30-80 mm), és olyan problémák, mint a keresztmetszeti ferde és a túlzott burrok, hajlamosak a derékszög vágásakor. Szakmai folyamatokra és eszközökre van szükség a pontos feldolgozás eléréséhez a későbbi hegesztés vagy összeszerelés minőségének biztosítása érdekében.
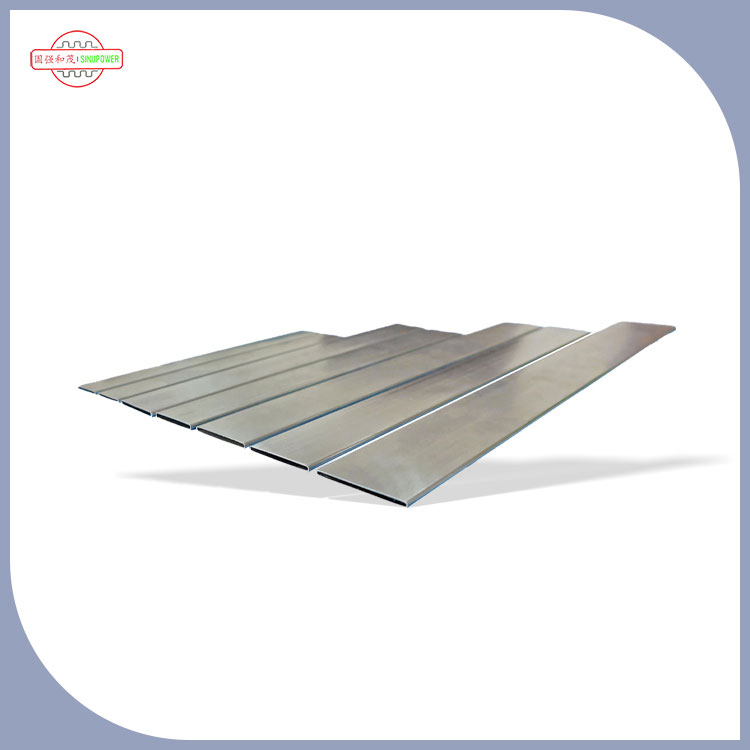
A vágás nehézsége a keresztmetszeti jellemzőkre koncentrálódik. A lapos ovális csövek aszimmetrikus szerkezete megnehezíti a hagyományos egységes módszerek derékszög pontosságának biztosítását. Ha a vágási szög eltérése nagyobb, mint 1 °, akkor a tompa ízületi rés meghaladja a 0,5 mm -t, ami befolyásolja a hegesztési szilárdságot. Ezenkívül, ha a csőfal vastagsága (általában 2-5 mm) egyenetlen, a helyi túlmelegedés és a deformáció hajlamos. Különösen a rozsdamentes acél anyagok feldolgozásakor a magas hőmérséklet az oxid skála kialakulását eredményezi, növelve a későbbi őrlési költségeket.
A szerszámválasztásnak meg kell egyeznie az anyaggal és a specifikációkkal. Az alacsony széntartalmú acél, lapos ovális csöveknél plazmavágás (áram 80-120a) ajánlott, 10-15 mm/s vágási sebességgel, és a szakasz vertikális hibája 0,3 mm/m-en belül szabályozható; A rozsdamentes acél anyagok esetében a lézercsökkentés (500-1000W) előnyös, ami az érintés nélküli feldolgozást realizálja az optikai rost által átadott nagy energiájú fénysugáron keresztül, a hőhatású zónával <0,1 mm, hogy elkerüljék az intergranuláris korrózió. A vékony falú csövek (vastagság <3 mm) használhatják a CNC huzalvágást ± 0,01 mm pontossággal, amely alkalmas a precíziós alkatrészek feldolgozására.
A működési folyamat a helymeghatározásra és a paraméterek beállítására összpontosít. A vágás előtt a csőszerelvényeket rögzítőkkel kell rögzíteni annak biztosítása érdekében, hogy a vágóvezeték merőleges legyen a tengelyre (eltérés ≤0,5 °), és a szerelvény rögzítőerejét 5-10 mPa-nál szabályozzák a deformáció megakadályozása érdekében; A plazmavágás során a fúvókát 3-5 mm-re tartják a csőfaltól, és a gáznyomást (levegő vagy nitrogén) 0,6-0,8 mPa-ra állítják, hogy elkerüljék az ív eltérését; A lézervágásnak a fókusz helyzetét a falvastagság szerint kell beállítania, és a vastag falú csövek fókuszát a csőfal 1/3-ig állítják be, hogy javítsák a vágási behatolást.
A későbbi feldolgozás befolyásolja a végső minőséget. Vágás után egy szögcsiszolóra (120 szemcsés csiszolókerékkel) szükség van a burrok eltávolítására, hogy a keresztmetszeti durvaság RA≤12,5 μm legyen; A rozsdamentes acélcsöveket passziválni kell (nitrogénsav-oldatba merítve 10-15 percig), hogy megakadályozzák a rozsda a vágást. A nagy pontosságú követelményekkel rendelkező jeleneteknél (például az autó kipufogócsövek szerelvénye) a derékszög eltérését egy három koordináta mérő eszközzel kell felismerni annak biztosítása érdekében, hogy megfeleljen ± 0,1 ° tolerancia standardnak.
A derékszög vágása az f -enLat ovális csövekmegköveteli a berendezések teljesítményének és a folyamat részleteinek figyelembevételét. A pontos pozicionálás, a paraméter -optimalizálás és az azt követő feldolgozás, a sima keresztmetszet és a pontos szögfeldolgozási hatás révén el lehet érni, alapvető garanciát biztosítva a csővezeték -csatlakozás tömítésére és szerkezeti szilárdságára.