
1. Hamisítástéglalap alakú csövekhajlamosak a hajtogatásra. A redők különböző hajtogatási vonalak képződnek a téglalap alakú csövek felületén. Ez a hiba gyakran áthalad a termék teljes hosszanti irányában. A hajtogatás oka az, hogy a hamisított gyártók nagy hatékonyságot követnek el, és a sajtó mennyisége túl nagy, a fülekhez. A hajtogatás a következő gördülési folyamat során történik. A hajtogatott termék hajlítás után repedést fog repedni, és az acél szilárdsága jelentősen csökken.
2. A pockmarks szabálytalan és egyenetlen hibák az acél felületén, amelyet a gördülő horony súlyos kopása okoz. Mivel a hamisított téglalap alakú csőgyártók nyereséget akarnak keresni, a gördülőhorony gyakran meghaladja a szabványt.
3. Két oka van: (1). A hamisított téglalap alakú csövek anyaga egyenetlen és sok szennyeződést tartalmaz. (2). A hamisított gyártó vezető berendezése egyszerű és könnyen ragaszkodik az acélhoz. Ezek a szennyeződések
4. A hamisított anyag felülete hajlamos a repedésekre. Ennek oka az, hogy üres az Adobe, amelyben sok pórus van. Az Adobe -t hőkezelésnek vetik alá a hűtési folyamat során, repedéseket eredményezve. A gördülés után repedések vannak.
5. A hamisított téglalap alakú csövet könnyen karcolható. Ennek oka az, hogy a hamisított téglalap alakú csőgyártó felszerelése egyszerű és könnyen előállítható burrrák, amelyek megkarcolják az acél felületét. A mély karcolások csökkentik az acél szilárdságát.
6. Másodszor, az üres az Adobe. A hamisított anyag gördülési hőmérséklete nem szabványos. Acélhőmérsékletüket vizuálisan mérik, így a megadott austenit területnek megfelelően nem lehet hengerelni, és az acél teljesítménye természetesen nem felel meg a szabványnak.
7. A hamisítás keresztirányú bordáitéglalap alakú csővékonyak és alacsonyak, és a elégtelenség jelensége gyakran előfordul. Ennek oka az, hogy a gyártó nagy negatív toleranciával rendelkezik, és a késztermék első néhány átadása túl nagy.
8. A hamisított téglalap alakú cső keresztmetszete elliptikus. Ennek oka az, hogy az anyagok megmentése érdekében a gyártó nagy mennyiségű nyomáscsökkentést mutat a késztermék hengerének első két átadásakor. Ennek a menetes acélnak a szilárdsága jelentősen csökken, és nem felel meg a menetes acél megjelenés méretének.
9. A rossz anyagminőség miatt azonban a hamisított anyag vágott fejének végfelületének gyakran a húsvesztés jelensége, azaz az egyenetlenség és a fémes csillogás nem. Ezenkívül a gyártó termékeinek kis számú vágott fejének köszönhetően a fej és a farok nagy füle jelenik meg.
10. A hamisított téglalap alakú cső anyaga sok szennyeződést tartalmaz, az acél sűrűsége alacsony, és a méret a toleranciából származik. Vernier féknyereg hiányában meg kell mérlegelni és ellenőrizni. Például a Rebar 20 esetében a nemzeti standard kimondja, hogy a maximális negatív tolerancia 5%. Ha a rögzített hossz 9 m, az egyetlen gyökér elméleti súlya 120 kg. Minimális súlyának: 120 x (1-5%) = 114 kg. Ha egyetlen gyökér tényleges súlya kevesebb, mint 114 kg, akkor hamis és alacsonyabb acél. Általánosságban elmondható, hogy a teljes mérlegelési hatás jobb lesz, elsősorban a kumulatív hiba és valószínűségi elmélet figyelembevételével.
11. Ennek okai: 1. Az acél hőmérséklete instabil, és vannak pozitív és negatív oldalak. 2. Az acél összetétele egyenetlen. 3. Az egyszerű berendezés, az alacsony alap szilárdsága és a gördülő malom nagy visszapattanása miatt. Ugyanazon a héten nagy változás lesz. Az ilyen acélrudak egyenetlenül stresszesek és hajlamosak a törésre.
12. A kiváló minőségű csövek védjegyei és nyomtatása viszonylag szabványosítottak.
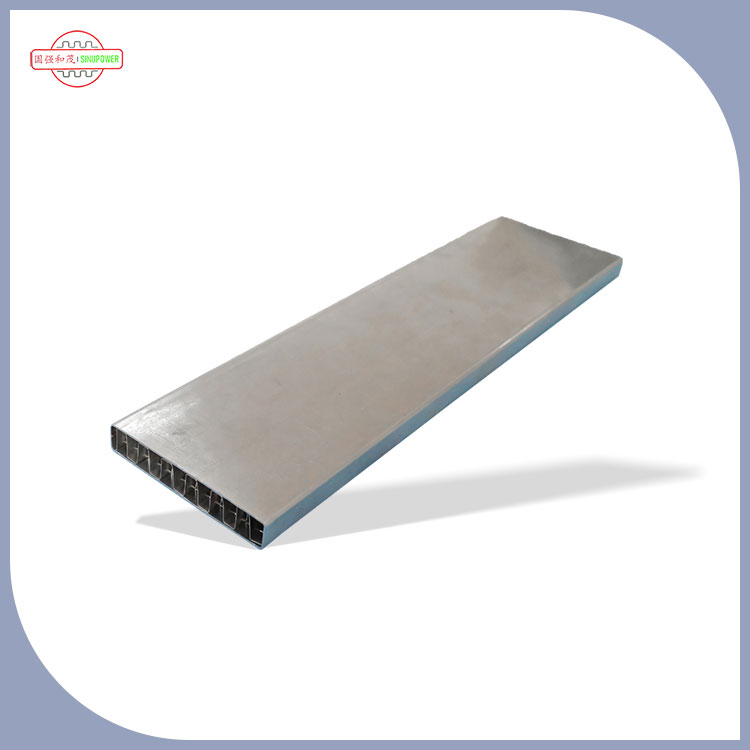
13. Atéglalap alakú csövekA 16 -nál nagyobb átmérőjű IM felett van.
14.